Useita yleisiä kotimaisia käsittelymenetelmiä
Joissakin tapauksissa prototyyppiä kutsutaan ensimmäiseksi painokseksi. Kuten nimestä voi päätellä, ennen suurtuotantoa tehdään yleensä pieni määrä näytteitä tuotteen ulkoasu- ja rakennepiirustusten perusteella, joilla tarkastetaan tuotteen ulkonäkö tai rakenteellinen järkevyys. Joten mitkä teollisuudenalat ovat Shouban-tehtaiden tai Shouban-yritysten täsmäkäyttäjiä? Etsimme avainsanaa verkkovastaavan talon big data -työkalun avulla"shouban"ja totesi, että kysyntä on suhteellisen vahvaa autoteollisuudessa, kodinkoneissa, sähkölaitteissa, leluissa, lääketieteellisissä laitteissa, teknologiassa ja muilla aloilla. Prototyyppien ja pikamuottien valmistukseen näille teollisuudenaloille Kiinassa yleisesti käytetyt menetelmät ovat: CNC-työstö, SLA, SLS, SLM, FDM, tyhjiömuotti, matalapaineinen infuusio, ohutlevyn valmistus. Määrittelemme, käytämme materiaaleja, käytämme ohjelmistoja ja prosessoimme Vertaamalla tämäntyyppisiä käsilaudan käsittelymenetelmiä osien, etujen ja haittojen suhteen.
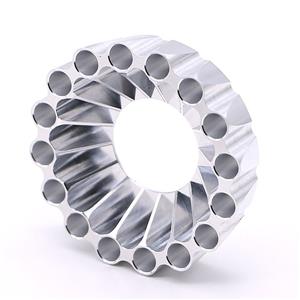
1. CNC-työstö
CNC-työstö on tietokonenumeerinen ohjaustyöstökone, joka muodostetaan leikkaamalla koko levy ohjaamalla työkalun rataa ohjelmoidun ohjelman mukaan. Se on tällä hetkellä laajimmin käytetty käsilevyjen valmistusmenetelmä Kiinassa. Toimintatapa on monimutkainen ja vaatii kuljettajalta runsaasti kokemusta. Sitä käytetään pääasiassa muovi- ja metallilevyjen käsittelyssä. Se voidaan leikata kaikille markkinoilla oleville levyille. Se on materiaalin vähentämistekniikkaa. Se pystyy käsittelemään vain pyöristettyjä kulmia, joissa on tietty kaarevuus, mutta ei voi käsitellä suoraan sisäisiä suoria kulmia. Leikkaus / kipinöinti ja muut prosessit saavuttamiseksi.
2.SLA
SLA on kolmiulotteinen valokovettuva muovausmenetelmä, eräänlainen 3D-tulostustekniikka. Käytetyt materiaalit ovat pääosin hartseja. Ultraviolettilaserit, joilla on tietyt aallonpituudet ja vahvuudet, kohdistetaan valoherkän hartsin pintaan niiden kovettamiseksi kerros kerrokselta. Kerrokset kerrostetaan muodostamaan kolmiulotteinen kokonaisuus. . Kaikki 3D-tulostus on additiivinen tekniikka, 0-1. SLA on varhaisin nopea prototyyppien valmistusprosessi, jolla on korkea kypsyysaste. Se on prototyyppi suoraan CAD-digitaalimallista. Käsittelynopeus on nopea ja tuotteen tuotantosykli lyhyt. Ilman leikkaustyökaluja ja muotteja se pystyy käsittelemään monimutkaisia rakenteellisia muotoja tai vaikeasti muotoiltavia perinteisillä keinoilla. Prototyypit ja muotit. SLA-laitteet ovat kalliita ja niillä on korkeat vaatimukset tehdasympäristölle. Voima,
3.SLS
SLS on selektiivistä lasersulatusta, eräänlaista 3D-tulostustekniikkaa, ja nykyiset kypsät prosessimateriaalit ovat vahajauhe ja muovijauhe. Tulostettaessa lasersäde sintraaa valikoivasti kaakeloidun jauheen. Yksi kerros viimeistelee jauhelaatikon alaspäin ja sitten laskee jauhelasersintrauskerroksen. Kaikki sintraus ottaa jauhelaatikon pois ylimääräisen jauheen poistamiseksi ja saat sintratun osan. . SLS-käsilevymuotilla on korkea lujuus ja hyvä sitkeys. Sitä voidaan käyttää laakerien, hammaspyörien, tarkkuuskomponenttien ja elektronisten komponenttien valmistukseen. Koska se ei vaadi tukea, materiaalin käyttöaste on korkea; mutta se on saastunut käsin kartongin käsittelyprosessin aikana; nopeus on suhteellisen hidas.
4.SLM
SLM, valittu aluelasersulatusmuovaustekniikka, on tällä hetkellä yleisin metallin 3D-tulostusmuovaustekniikka. Se käyttää hienotarkennettua valopistettä sulattaakseen nopeasti esiasetetun metallijauheen saadakseen suoraan minkä tahansa muotoisia osia ja täydellisen metallurgisen integroinnin. 99% tai enemmän. SLM-muottien valmistusprosessissa, koska osat ovat yleensä monimutkaisempia, tukimateriaalit on painettava, tuki on poistettava osien valmistumisen jälkeen ja osien pinta on käsiteltävä, joten tuotantoaika on pidempi ja kustannukset korkeammat.
5.FDM
FDM on fuusiomuodostusmenetelmä. FDM:n materiaali on yleensä termoplastista materiaalia, kuten vahaa, ABS:ää, nailonia jne., joka syötetään filamenttimuodossa. Materiaali kuumennetaan ja sulatetaan suuttimessa. Suutin liikkuu kappaleprofiilia ja täyttörataa pitkin ja samalla puristaa sulan materiaalin, materiaali jähmettyy nopeasti ja tiivistyy ympäröivän materiaalin kanssa. Kun FDM valmistaa käsikäyttöisiä muotteja, hinta on suhteellisen alhainen, materiaalit ovat turvallisia ja vaarattomia, eikä muottimaksua peritä. Voit tehdä eri värejä, mutta et voi tulostaa onttoja tuotteita. FDM-prosessin jälkeen käsimuotissa on selvät raidat ja muovaustarkkuus on suhteellisen alhainen. On tarpeen suunnitella ja valmistaa tukirakenne ja muovausaika on pidempi.
6. Tyhjiö monimutkainen muotti
Tyhjiömuovauksessa käytetään tuoteprototyyppejä (kuten SLA- tai käsilevykäsittely) silikonimuottien valmistukseen tyhjiötilassa ja PU-materiaaleja tyhjiötilassa tapahtuvaan kaatoon, jolloin kloonataan sama kopio kuin tuotteen prototyyppi. Tyhjölaminointi on tällä hetkellä yleisimmin käytetty kopiointitekniikka maailmassa; Teknologiaa voidaan soveltaa tuoteprototyyppien materiaalin vaihtamiseen, prototyyppien kokoamiseen tai tuotteiden pienierätuotantoon vastaamaan suorituskykytestausta, markkinoiden edistämistä ja toimitusta tuotekehityksen aikana. Tarkastus-, hyväksyntä- ja muut vaatimukset; Käyttämällä erilaisia PU-materiaaleja voidaan jäljitellä kumiosia, läpinäkyviä osia, korkeita lämpötiloja kestäviä osia jne. Yleiset PU-materiaalit ovat hauraita, sitkeys ja korkean lämpötilan kestävyys ovat suhteellisen huonoja.
7. Matalapaineinen perfuusio
Matalapaineinen infuusio, joka tunnetaan myös nimellä matalapaineinen reaktioruiskuvalu, on uusi prosessi, jota käytetään nopeasti muovattujen tuotteiden valmistukseen. Se sekoittaa kaksikomponenttiset polyuretaanimateriaalit nopeaan muottiin normaalilämpötilassa ja matalapaineisessa ympäristössä materiaalin polymeroinnin ja toimituksen kautta. Kemialliset ja fysikaaliset prosessit, kuten liimaus ja kovettuminen, muodostavat tuotteita. Matalapaineisen perfuusion sukupolven käsilevymuotin etuna on korkea hyötysuhde, lyhyt tuotantosykli, yksinkertainen prosessi ja alhaiset kustannukset. Se soveltuu tuotekehityksen pienieräkoetuotantoon sekä pientuotantoon, yksinkertaisempiin osien peittäviin rakenteisiin ja suuriin paksuihin seiniin eikä tasaisen seinämänpaksuuden tuotteiden tuotantoon.
8. Metallilevyjen valmistus
Peltituotanto on metallilevyjen kuten teräslevyjen, alumiinilevyjen, kuparilevyjen työstämistä, mukaan lukien laserleikkaus, meisto, taivutus jne. Peltityöstön raaka-aineiden merkittävä ominaisuus on saman osan sama paksuus.